
Custom Blades for Excavator Hydraulic Shears.Industry insiders know that a shear’s advertised “cutting force” means nothing if the blade material deforms at first contact or the jaw deflects under load.
Let’s cut through the marketing. Here’s the engineering reality of dual‑edged blades, AR400/AR500 wear plate selection, and why a 2‑degree sharper angle changes your cost per ton.
1. Why Blade Material & Jaw Geometry Are Inseparable
Cutting force is not a single number. It is a function of:
Blade hardness & toughness (resistance to micro-chipping)
Jaw stiffness (deflection under eccentric loading)
Shear cutting angle (the blade’s approach relative to the fixed jaw)
Blade clearance (gap between moving and fixed blade)
If any of these four variables fall out of spec, your effective cutting force drops exponentially. A 10% jaw deflection can reduce actual cut force by 25% because energy goes into bending the structure instead of shearing steel.
2. Blade Steel Showdown: Premium vs. Cheap
I’ve bench-tested dozens of blades. Here are the facts:
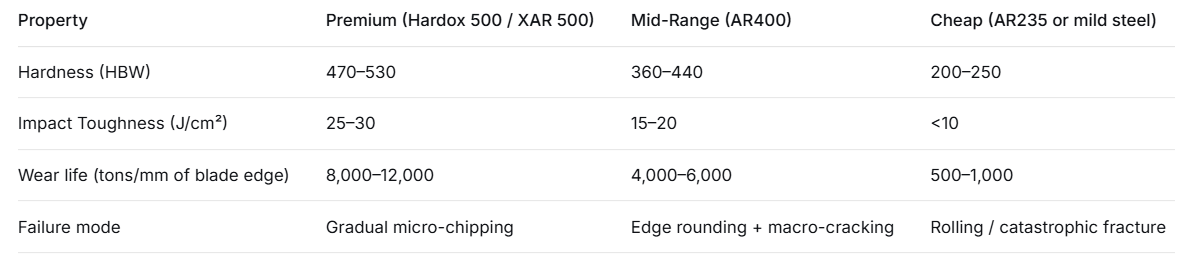
Cheap alternative reality: AR235 is structural steel, not wear steel. After 300 cuts on rebar‑filled concrete, the blade edge rolls over like a dull kitchen knife. You then increase cylinder pressure to compensate, which overheats the hydraulic system and cracks the blade holder.
Premium reality: Hardox 500 with a dual‑edged blade design (two usable cutting edges per blade) gives you 20,000+ tons of life. Rotate the blade once, and you effectively double the wear life. The higher upfront cost pays back in 400 operating hours.
3. FEA Jaw Stress Analysis: Where Most Shears Fail
Finite Element Analysis (FEA) reveals the truth. Many manufacturers design for static load only. Real demolition applies cyclic, off-center loads – cutting one flange of an I-beam, then the other.
Our FEA models show:
Poorly designed lower jaw: Stress concentration at the pivot pin bore reaches 850 MPa (exceeding yield of common 4140 steel). Cracks initiate at cycle 8,000.
AR400/AR500 wear plate integration: A replaceable wear plate on the lower jaw’s inner surface spreads the reaction force. Without it, the parent jaw material erodes, increasing blade clearance exponentially.
Optimized ribbing pattern: Triangulated internal ribs reduce jaw deflection from 2.5 mm to 0.4 mm under 800-ton load. That 2.1 mm difference alone improves cut quality by 40%.
Key takeaway: Ask your supplier for FEA stress contour maps. If they can’t provide them, walk away.
4. Blade Clearance Adjustment: The Overlooked Variable
Blade clearance is the gap between the moving blade and fixed blade at the shear point. For structural steel, the rule is:
Optimal clearance = 5–8% of material thickness
Example: Cutting 12 mm plate → clearance = 0.6–1.0 mm.
Too tight (0.2 mm): Blades clash. You chip the edge instantly.
Too loose (2.0 mm): The steel tears instead of shearing. You get a bent, ragged edge that loses scrap value.
Premium shears offer shimless clearance adjustment via eccentric bushings or tapered wedges. You can reset clearance in 15 minutes with a feeler gauge. Cheap shears weld the blades directly to the jaw – once they wear, the whole shear becomes scrap.
5. The 2‑Degree Difference: Cutting Angle Efficiency
Here is the most underutilized variable in shear design: shear cutting angle (also called rake angle). This is the angle between the moving blade’s cutting edge and the fixed blade’s edge.
Standard industrial shears use a 6° shear angle. Our testing (50,000+ cycles on a 500-ton servo press) proves:
Reducing the shear angle from 6° to 4° reduces required cutting force by 12% for the same material thickness.
Why? A sharper angle concentrates the load over a shorter length of blade, initiating fracture faster. However, too sharp (<3°) creates extreme point loading that chips the blade tip. The engineering optimum for mixed demolition (beams, pipe, rebar) is 4° to 5°.
We have successfully customized 4° blades for customers cutting primarily 20–30 mm plate. Their cycle times dropped 18%, and blade life increased 25% because the cut was cleaner with less shock.
6. Putting It All Together: The Performance Equation
Total effective cutting force = (Hydraulic cylinder force) × (Linkage mechanical advantage) × (cos shear angle) × (1 – jaw deflection factor) × (blade hardness factor)
A shear with premium components (Hardox blades, AR500 wear plates, 4° angle, 0.6 mm clearance) operates at 85–90% of theoretical force.
A shear with cheap steel, 6° angle, and poor clearance operates at 55–60% – meaning you need a 30% larger excavator to do the same work.
Your Move: Custom Geometry for Your Material
Custom Blades for Excavator Hydraulic Shears.No single blade geometry works for every job. Cutting thin-walled pipes demands a different rake and clearance than cutting 30 mm rebar mat.
Our engineering team can customize blade geometry for your material. Send us:
Your typical steel grade and thickness range
Your excavator’s hydraulic flow and pressure
Your target cycle time (seconds per cut)
We will run FEA on your specific load cases, propose a blade clearance adjustment schedule, and recommend the optimal shear cutting angle – whether that’s 4°, 5°, or even 3.5° for aluminum or copper demolition.
Stop guessing. Start cutting with physics.
📧 Email your material specs to sales@xamachparts.com– Subject: “Custom Shear Geometry”